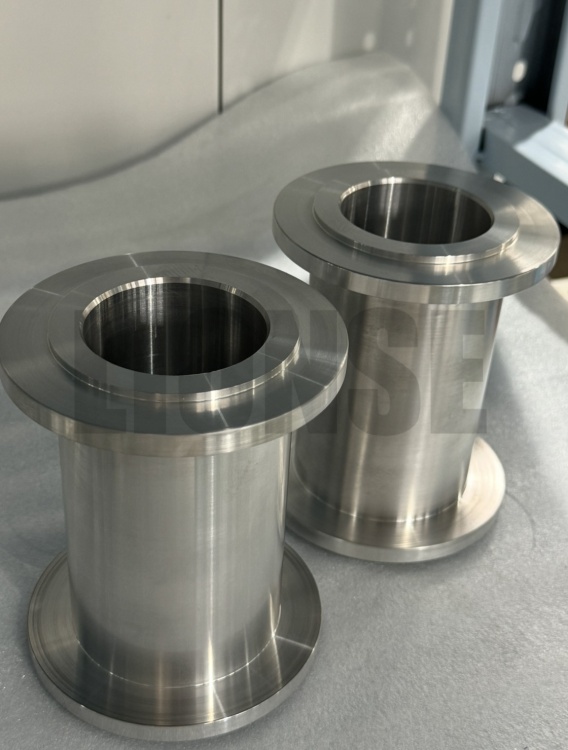








Konisk overflatelokaliserende trekkstuds (for CNC Fixture Quick Change) er en kjernekomponent i nullpunktsposisjonerings-/verktøyhurtigskiftesystemet. Den koniske lokaliseringsblokken er lokaliseringsbasen som er montert på verktøymaskinen / festeplaten. Trekkbolten er lokaliseringshodet montert på arbeidsstykket/pallen. De to jobber sammen for å oppnå "rask fastspenning av arbeidsstykket og høypresisjonssentrering og låsing".
Denne høypresisjons koniske overflatelokaliserende trekkstangen (for CNC-festehurtigskifte) er en spesialkonstruert komponent designet for bruk med matchende koniske lokaliseringsseter, og fungerer som en kjernedel av hurtigskiftbare arbeidsholdesystemer. Produsert av høyfast legert stål eller 420 rustfritt stål, gjennomgår den presisjonsdreiing, varmebehandling og sliping for å oppnå stramme toleranser, inkludert en kritisk konisk overflate med ±0,05 mm dimensjonskontroll og en konsentrisitet på ≤Φ0,05 mm. Den doble koniske designen muliggjør automatisk sentrering, eliminerer radialt spill og sikrer en gjentatt posisjoneringsnøyaktighet på ±0,005 mm når den er paret med lokaliseringssetet. Den er installert på arbeidsstykker eller paller, noe som muliggjør rask, repeterbar fastspenning for CNC-maskineringssentre og automatiserte produksjonslinjer, noe som reduserer oppsetttiden betraktelig samtidig som maskineringskonsistensen opprettholdes.

| Produksjonsnavn |
Konisk overflatelokaliserende trekkbolt |
| Materialegenskaper |
Tilpasset |
| Merke |
LØVE |
| Overflatebehandling |
Tilpasset |
| Opprinnelse |
Qingdao, Kina |
| Diameter |
Tilpasset |


①Kontur- og vinkelnøyaktigheten til den doble koniske overflaten
②Kontroll av koaksialitet
①Kontrollen av deformasjon under dreiing og varmebehandling for disse skruene gjøres vanligvis med 420 rustfritt stål eller 40Cr legert stål. Hovedutfordringene i behandlingen er som følger:
②Den koniske overflateslipeprosessen (et avgjørende trinn for å bestemme den endelige nøyaktigheten) involverer finbearbeiding av den koniske overflaten. Etter dette må overflaten foredles gjennom sliping for å rette opp feil og forbedre jevnheten. Dette er den mest tidkrevende og krevende delen:
LIONSE har etablert et velfortjent rykte i CNC maskineringsindustrien for kvalitet, pålitelighet, kostnadseffektivitet og rettidig levering. For å møte dine forventninger til prosjektene dine, vil vårt team av mekanikere og ingeniører jobbe tett sammen gjennom alle stadier av produktutviklingen, fra prototype til produksjon. Vi erkjenner at hvert prosjekt og dets anvendelse er unikt, så vi tilbyr hver kunde en særegen, men likevel praktisk løsning, inkludert presisjonsmaskiner og tilpassede overflatebehandlinger. Kontakt oss i dag og la oss begynne å lage dine deler.
Q1: Hvilke produkter produserer bedriften din?
I over 15 år har LIONSE vært en verdensomspennende leverandør innen distribusjon av titanprodukter, metallbearbeiding og lagre. Bransjene vi betjener inkluderer kirurgiske implantater og verktøy, bildeler, kjemiske enheter, kraftproduksjon, gruveutstyr, fly, pumper osv. LIONSE er din pålitelige leverandør.
Q2: Hvordan kontrollerer din bedrift produktenes kvalitet?
Vel, som vi alle vet at kvalitet kommer først i virksomheten med kundene våre, fortsetter vi alltid med "Kvalitet er livet til bedriften. Vi bruker de første bekreftede tilfellene, produksjonsinspeksjon og emballasje grep hele kombinasjonen for å kontrollere produktkvaliteten strengt.
Q3: Hvordan utføre høypresisjonsdeteksjon av koniske overflateprofiler?
Vinkelen, rundheten og koaksialiteten til den koniske overflaten kan ikke detekteres ved bruk av vanlige skyvelære eller mikrometer. I stedet skal det brukes et tre-koordinat måleinstrument, en rundhetsmåler og en koniskitetsdetektor.
Q4: Hva er konisk overflatelokaliserende trekkbolt?
En konisk overflatelokaliserende trekkstang er en mekanisk komponent med høy presisjon som brukes i CNC-maskinering, festesystemer og automatiserte produksjonslinjer. Den kombinerer funksjonene posisjonering, sentrering og fastspenning ved å bruke en konisk (konisk) overflate for å oppnå nøyaktig, repeterbar sammenkobling med et matchende plasseringssete eller chuck.